

الماس تراشکاری
الماس تراشکاری ، برای اطلاع از لیست قیمت الماس تراشکاری
الماس تراشکاری ابزارهایی قابل تعویض که دارای لبه با قابلیت برش ، برای براده برداری و برش کاری روی فلزات استفاده میشود تا بتوان فلزات را به طرح و شکل مورد نظر تبدیل نمود که شکل بسته به نوع کارایی که ما از آن فلز داریم متفاوت می باشد. الماس تراشکاری به انواع مختلف تقسیم میشود.
برای استفاده از ابزارهای براده برداری، اصطلاحا الحاقی (پیچی و یا گیره ایی ) اکثرا مشاهده می شود که صنعتگران قادر به شناسایی ابزار بر اساس خصوصیات علمی و مکتوب آن نمیباشد در حالی که با دیدن ابزار تمام خصوصیات آن را بیان میکند و این امر سبب شده بعضی از تراشکاران از ابزارهای غیر استاندارد استفاده کنند. لذا این انر دلیل شد که مقاله ایی در این زمینه منتشر نماییم.
باتوضیحاتی که در ادامه داده خواهد شد به سادگی قادر خواهید بود ار ابزارهای الحاقی استفاده کنید و با دیدن نام ویا کد ISO تیغچه و هولدر مورد نظر شکل ظاهری آنها دقیقا در ذهن مجسم و بصورت کاملا منطقی برای هر هولدر تیغچه و هر نوع تیغچه هولدر مورد نظر را انتخاب نمایید.
الماس تراشکاری چیست ؟
همانگونه که در بالا گفته شد اینسرت تراشکاری (الماس تراشکاری) برای براده برداری و برش کاری روی فلزات مورد استفاده قرار میگیرد که دارای انواع اینسرت تراشکاری (انواع الماس تراشکاری) میباشد.
- الماس سرامیکی یا CBN سی بی ان
- الماس برش
- الماس تراشکاری
- الماس کف تراشی
- الماس گام زنی
الماس تراشکاری
در زبان عامیانه صنعت گران ایران الماس تراشکاری به نام های اینسرت تراشکاری و یا تیغچه تراشکاری نیز گفته میشود در واقع معانی آنها یکی میباشد و به یک محصول اشاره می کند لازم به ذکر می باشد که در زبان بین المللی به آن اینسرت (Insert) گفته می شود.
نام گذاری تیغچه بر اساس استاندارد بین اللملی ۱۸۳۲.۲ ISO صورت میگیرد و کشورهایی مثل آلمان ، انگستان و ژاپن و… بر اساس استاندراد کشورشان معادل آن را نیز ثبت رسانده اند مانند استاندراد آلمانی DIN 4987 که دقیقا معادل ISO 1832.2 می باشد لازم به ذکر است ISO مخفف ( Inter National Standard Organization) میباشد.
تولید کنندگان الماس در دنیا موظف هستند از یک استاندارد برای نامگزاری تبعیت کنند تا درک آن برای همه در هر کشوری آسان باشد مانند علایم رانندگی که هر کس با دیدن ، برداشتی یکسان با فرد دیگر را دارد.
نام گرید بعد از شماره دهگانه جدول میآید که ممکن است دو رقم و یا بیشتر باشد و این شماره انحصاری هر کارخانه میباشد و کارخانه دیگر حق استفاده از نام گرید کارخانه دیگر بدون اجازه سازنده اصلی را ندارد. تاکید می شود نام گرید تیغچه ها ربطی به ISO و مختص کارخانه تولیدی می باشد.
جدول الماس های تراشکاری
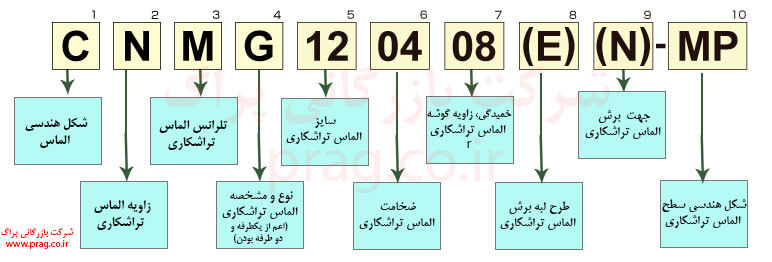
مشخصه و ویژگی هر الماس تراشکاری از چند بخش که اشاره به قسمت های مختلف بر روی الماس می نماید، که در جدول الماس های تراشکاری نمایان میشود. این بخش ها تشکیل شده از تعدادی اعداد وحروف انگلیسی میباشد که با استفاده از این بخشها میتوان اینسرت تراشکاری خود را انتخاب و خرید نماییم در این قسمت سعی می نماییم تمام این مشخصه اینسرت تراشکاری را در جدول الماسهای تراشکاری برای شما توضیح دهیم.
قسمت اول:
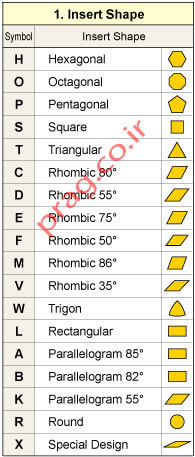
شکل هندسی الماس تراشکاری (Insert Shape)
قسمت اول مشخصه تیغچه تراشکاری نمایان کننده شکل هندسی تیغچه ( Insert Shape) میباشد دارای اشکال هندسی متفاوتی می باشد که بسته به نوع برشی که قرار است این تیغچه روی فلز ما انجام دهد انتخاب میشود.
ستون اول جدول زیر سیمبل نوع شکل هندسی تیغچه تراشکاری رو نمایان میکند که هر یک از حروف انگلیسی نشان دهنده نوع هندسه میباشد مثلا حرف C که در مثال بالا نیز می باشد تیغچه تراشکاری لوزی با زاویه حاد ۸۰ درجه می باشد.
متداول ترین شکل هندسی تیغچه تراشکاری
- T برای الماس سه گوش
- D برای الماس لوزی ۵۵درجه
- S برای الماس چهار گوش
- R برای الماس الماسهای گرد
می باشد.
-
مدور یا اینسرت های دایره وار
برای کاربردهایی مانند button mills یا in radius groove turning استفاده میشود.
-
اینسرت مثلث (Triangle inserts)
که دارای سه گوش با زاویه ۶۰ درجه میباشد
-
اینسرت سه گوش (Trigon insert )
که دارای سه گوشه میباشد همانند اینسرت مثلث (Triangle inserts) با این تفاوت که دارای یکسری اصلاحات در شکل میباشد مانند خمیده گی و یا زوایا در گوشه ها می باشد.
-
اینسرت مربع ( Square insert)
این نوع اینسرت تراشکاری که دارای چهار گوش میباشد .
-
اینسرت مستطیلی (Rectangular insert)
این مدل اینسرت تراشکاری که دارای چهار گوشه میباشد که دوضلع آن در از دوضلع دیگر بزرگتر میباشد.
این اینسرت های تراشکاری که در بالا گفته شد اغلب برای برش بر روی فلز استفاده می شود جایی که گوشه های کوتاه دارای لبه با قدرت برش بالا را دارا می باشد.
-
اینسرت لوزی یا متوازی الاضلاع (Rhombic or parallelogram insert)
این اینسرت ها دارای ۴ گوشه میباشند با زاویه در هر گوشه برای برش نقطه به نقطه.
-
اینسرت ۵ ضلعی (pentagon insert)
این مدل اینسرتها دارای ۵ ضلع مساوی و زاویه موازی میباشد.
-
اینسرت ۸ ضلعی (octagonal insert)
این گونه اینسرت دارای ۸ گوشه مساوی میباشد.
-
(diamond insert
اینسرت چهار طرفه با دو زاویه حاد برای برش و حذف مواد می باشد.
قسمت دوم :
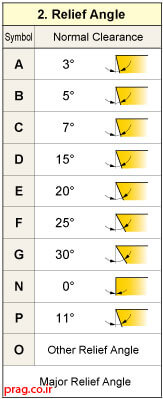
زاویه الماس تراشکاری ( Clearance Angle )
دومین حرف که در بخش دوم قرار دارد از به ما از زاویه اینسرت تراشکاری میگوید که با انتخاب از حروف زیر زاویه مشخصی را اشاره میکند. حروف (A,B,C,D,E,F,G,N,P,O) . لازم به ذکر است O برای زاویه هایی غیر زاویه های جدول می باشد.
انتخاب مقدار درجه زاویه برای انتخاب اینسرت برای ماشین کاری یا اجزای کوچک boring نقش مهمی ایفا میکند. ، زیرا اگر به درستی انتخاب نشود، گوشه پایین اینسرت ممکن است با قطعاتی که ماشینکاری را انجام می دهند برخورد داشته باشد.
- B = Turning Insert with 5° clearance angle
- C = Turning Insert with 7° clearance angle
- E = Turning Insert with 20° clearance angle
- N = Turning Insert with 0° clearance angle
- P= Turning Insert with 11° clearance angle
قسمت سوم :
تلرانس الماس تراشکاری ( tolerances class )
سومین حرف به تلرانس تیغچه تراشکاری اشاره دارد. تلرانس تیغچه تراشکاری (تلرانس الماس تراشکاری ) بسته به سایز الماس تراشکاری متفاوت می باشد مانند تلرانس تیغچه تراشکاری در طول و ارتفاع و غیره .. . از U برای کم دقت ترین تا A برای دقیق ترین تلرانس می باشد.
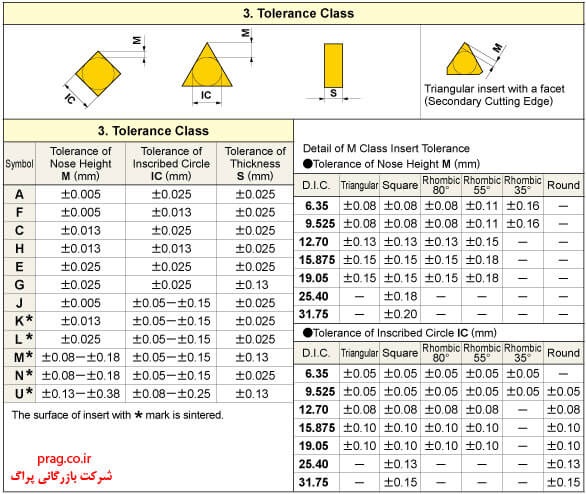
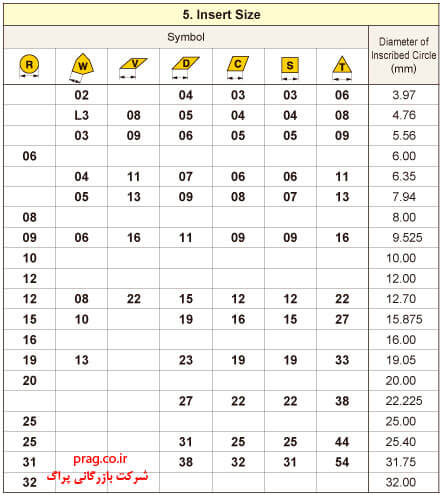
دایره الحاق شده (I.C)، یا قطر دایره ای که کاملا در داخل هندسه (نوع اینسرت شامل مثلث ، مربع و..) قرار می گیرد، به طور کلی اندازه اینسرت تراشکاری را دسته بندی می کند. این روش برای بیشتر اینسرت های قابل استفاده می باشد، به غیر از مستطیل و برخی از اینسرت های مخروطی، که در آنها از طول و عرض استفاده می شود.
قسمت چهارم :
نوع و مشخصه الماس تراشکاری ( Insert Type )
چهارمین حرف یا بخش به نوع و مشخصه اینسرت تراشکاری اعم از تراشه ، دو طرفه یا یک طرفه بودن و… را نمایان میکند. با انتخاب حرف انگلیسی ستون سیمبل نوع الماس تراشکاری را انتخاب می کنیم.
- A,B,C,N,Q الماسه بدون براده شکن
- H,M,R,T الماسه با فرم براده شکن یکطرفه
- F,G,J,U الماسه با فرم براده شکن دو طرفه
توجه داشته باشیدکه فرم براده شکن ربطی به سوراخ داخلی ندارد.
حرف X برای الماسی که اختصاصی و با سفارش مشتری می باشد که حرف اول آن X می باشد.
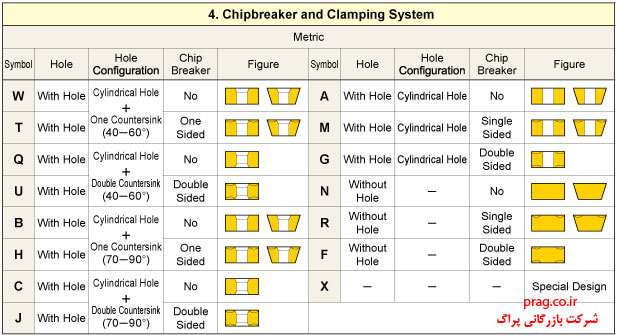
A = Turning insert with Cylindrical hole
G = Turning insert with Cylindrical hole and Double-Sided Chipbreaker
M = Turning insert with Cylindrical hole and Single-Sided Chipbreaker
N = Turning insert with no hole and no Chipbreaker
P = Turning insert with Cylindrical hole and Hi-Double-Positive Chipbreaker
Q = Turning insert with 40-60° Double Countersink Hole
R = Turning insert with no-hole and Single-Sided Chipbreaker
T = Turning insert with 40-60° Double Countersink Single-sided Chipbreaker
W = Turning insert with 40-60° double countersink
X = Turning insert with Special Design
مطالبی که تاکنون ذکر شد بر اساس شکل ظاهری هر تیغچه تراشکاری بدون در نظر گرفتن اندازه آن می باشد. بدین معنی که که قادریم شکل تیغچه تراشکاری را با بیان چهار حرف انگلیسی در ذهن مجسم کنیم.
در ادامه به اندازه ابعاد تیغچه و حالت سنگ زنی و زوایای تیغچه و حالتهای عملکرد آن مثل راست تراشی ، چپ تراشی یا نوک تراشی و… میپردازیم.
قسمت پنجم :
سایز الماس تراشکاری ( Insert Size )
پنجمین بخش مقدار عددی می باشد که به ما درباره طول لبه برش می گوید و باید به اندازه نشیمنگاه تیغچه روی قلم منطبق داده شود.
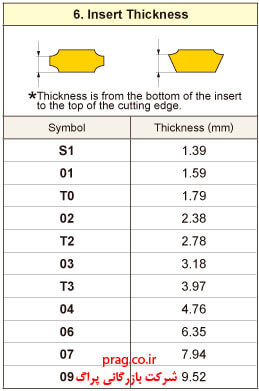
قسمت ششم :
ضخامت الماس تراشکاری ( Insert thickness )
این قسمت دارای مقدار عددی می باشد که به ما درباره ضخامت الماس تراشکاری می گوید.
قسمت هفتم:
خمیدگی گوشه الماس تراشکاری ( Cutting Corner)
این قسمت دارای مقدار عددی می باشد که به ما درباره خمیدگی گوشه تیغچه تراشکاری به ما می گوید که با حرف r (Radius) مشخص میشود که برای الماس فرز یک حرف و برای الماس تراش دو حرف میباشد. زاویه گوشه از ۴۵ درجه تا ۹۰ درجه می باشد و حرف Z بیانگر یک زاویه اختصاصی و سفارشیست.
نمایش دو حرفی برای الماس تراش بوده که از دو صفر (نوک تیز بودن ریدیوس) شروع و تا ۳۲ یعنی ۳.۲ میلیمتر خواهد بود.
این عدد بسیار مهم بوده که نشان دهنده قوس شعاع لبه الماسه است که هر چه افزایش یابد باعث صافی بیشتر و امکان کاربرد با r پیشروی بالاتر می باشد ولی در عوض عرضش را افزایش خواهد دارد و میبایست بر حسب نیاز در مورد هر قطعه کار حد اعتدال و مطلوب را انتخاب نمود و همچنین باید دقت شود مقدار بار پیشروی در دور باید کمتر از قوس شعاع دایره باشد.
به عنوان مثال عدد ۱۲ نشان دهنده ۱.۲ میلیمترقوس شعاع میباشدو مقدار r پیشروی نباید از این عدد تجاوز کند.
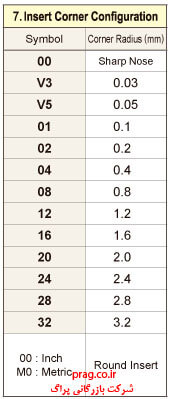
Code = Radius Value mm
۰۴ = ۰.۴
۰۸ = ۰.۸
۱۲ = ۱.۲
۱۶ = ۱.۶
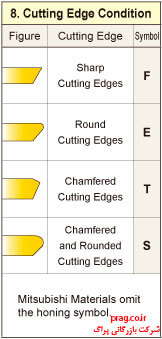
قسمت هشتم:
چگونگی لبه برش الماس تراشکاری ( Cutting edge)
این قسمت نشان دهنده شرایط و چگونگی لبه برش الماس تراشکاری می باشد.
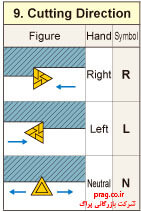
قسمت نهم:
جهت برش الماس تراشکاری ( Cutting Direction)
این قسمت از جدول در الماس تراش از جهت برش می گوید به طوریکه حرف R برای حرکت سمت راست و حرف L برای حرکت به سمت چپ و حرف N به معنی دو طرفه بودن تیغچه اشاره میکند و در الماس های فرز حالت لبه برش الماس را نشان میدهد.
قسمت دهم:
شکل هندسی سطح تیغچه تراشکاری ( Chip Breaker)
خانه دهم به سطح هندسی بر روی الماس تراش اشاره میکند که بستگی به کمپانی سازنده تیغچه تراشکاری دارد در حقیقت بیانگر هنر و تکنولوژی سازنده است.

مواد الماس تراشکاری
الماس های تراشکاری (اینسرت تراشکاری – تیغچه تراشکاری ) معمولا از کاربید، کاربید میکروگرام، CBN، سرامیک، کریمت، کبالت، PCD دیاموند، فولاد با سرعت بالا و نیترید سیلیکون ساخته می شوند.
پوشش و روکش الماس تراشکاری
پوشش برای الماس شامل نیترید تیتانیوم، کربناتاید تیتانیوم، نیترید آلومینیوم تیتانیوم، نیترید تیتانیوم آلومینیوم، اکسید آلومینیوم، نیترید کروم، نیترید زیرکونیوم و الماس DLC است.
کمپانی های تولید کننده اینسرت تراشکاری
در مبحث تولید اینسرت های تراشکاری کمپانی های مطرح و بزرگی فعالیت دارند که از این بین میتوان به سندویک ( sandvik ) ، میتسوبیشی (mitsubishi) ، سکو ( seco ) ، والتر ( Walter ) ، زد سی سی (ZCC) و …. اشاره نمود.




1 دیدگاه
با سلام! من می خوام یه قطعه از جنس سیلیس رو تراش بدم. یه چیزی شبیه به سنگ سمباده رومیزی. ممنوم می شم اگه راهنمایی کنین که از تیغچه ای باید استفاده کنم.
با تشکر.